| 主講老師: | 李明仿 |  |
| 課時安排: | 2天,6小時/天 | |
| 學習費用: | 面議 | |
| 課程預約: | 隋老師  (微信同號) (微信同號) |
|
| 課程簡介: | 通過內部制造單位的現場改善,可以達到降低制造成本,提高生產效率的目的。現場改善如果做不好,企業在競爭中就失去了制高點。本課程重點探討如何進行現場管理,如何進行現場改善,并詳細介紹20個現場發生的典型案例及改善工具,幫助企業生產管理人員快速掌握改善方法,達到精益改善,提高效率的目的。 | |
| 內訓課程分類: | 綜合管理 | 人力資源 | 市場營銷 | 財務稅務 | 基層管理 | 中層管理 | 領導力 | 管理溝通 | 薪酬績效 | 企業文化 | 團隊管理 | 行政辦公 | 公司治理 | 股權激勵 | 生產管理 | 采購物流 | 項目管理 | 安全管理 | 質量管理 | 員工管理 | 班組管理 | 職業技能 | 互聯網+ | 新媒體 | TTT培訓 | 禮儀服務 | 商務談判 | 演講培訓 | 宏觀經濟 | 趨勢發展 | 金融資本 | 商業模式 | 戰略運營 | 法律風險 | 沙盤模擬 | 國企改革 | 鄉村振興 | 黨建培訓 | 保險培訓 | 銀行培訓 | 電信領域 | 房地產 | 國學智慧 | 心理學 | 情緒管理 | 時間管理 | 目標管理 | 客戶管理 | 店長培訓 | 新能源 | 數字化轉型 | 工業4.0 | 電力行業 | | |
| 更新時間: | 2022-11-15 12:44 |
課程背景:
當今商業環境下,產品價格越來越低,而人工成本逐年上漲、上游資源價格越來越高,以前可以通過漲價來轉移成本增加。但現在的產品價格并不由企業自己主宰,是由市場競爭說了算的。也就是說,企業想增加利潤,只有內部挖潛了。而通過內部制造單位的現場改善,可以達到降低制造成本,提高生產效率的目的。現場改善如果做不好,企業在競爭中就失去了制高點。本課程重點探討如何進行現場管理,如何進行現場改善,并詳細介紹20個現場發生的典型案例及改善工具,幫助企業生產管理人員快速掌握改善方法,達到精益改善,提高效率的目的。
課程收益:
▲掌握車間布局改善的5個典型案例拆解原理
▲掌握車間物料改善的5個典型案例拆解原理
▲掌握車間員工動作作業改善的5個典型案例拆解原理
▲掌握車間瓶頸改善的3個典型案例拆解原理
課程時間:2天,6小時/天
課程對象:生產部經理,車間主任,班組長,工藝技術員,品質管理人員
課程方式:課程講授60%,案例分析及互動研討30%,實操練習10%
課程風格:
▲豐富性與實用性:針對課程知識點,既有廣度又有深度。案例來源于自己的實際工作和輔導經驗,具有很強的實用性。
▲邏輯性與幽默感:通過大量數據和案例進行邏輯分析,得出結論;語言幽默,強調生活情趣與樂觀,讓學員在生活常識中領悟深奧枯燥的精益理論知識。
▲創造性與干貨型:整篇課程講究干貨,讓學員通過學習,自己加以創新,做到學習、深化,再上一個新臺階。
課程工具:
課室要求:組、投影儀、音箱、白板、白板筆、A4紙(組數*8張)
課程模型:
課程大綱
課程導入:觀看某車間員工的裝配動作,我們從中發現了哪些問題?如何改善呢?
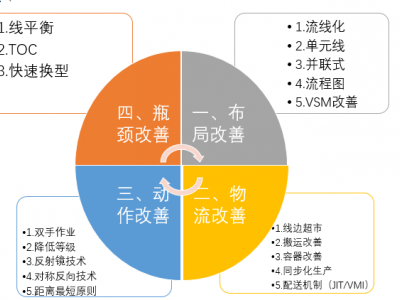
引導結論:現場改善從四個方面開展,分別是布局改善、物流改善、動作改善、瓶頸改善
第一講:布局改善5個典型案例分析
一、流線化改善案例
痛點分析:企業設備布局往往按照傳統的功能式布局,導致在制品數量大,轉移批量大,生產浪費多,生產周期長,客戶訂單交期長
改善思路:將功能式布局調整為流線化布局,物料不落地原則
改善工具:流線化布局8大規則
案例分析:某臺資企業針對沖壓車間的流線化布局改善,效率提高40%
二、單元線改善
痛點分析:企業針對客戶多品種小批量訂單,往往束手無策。導致客戶交期延誤,滿意率低
改善思路:運用柏拉圖8020法則分析訂單數量,車間配合改善單元線,用來生產小批量訂單
改善工具:U型單元線布局優化流程
案例分析:美國福特汽車菲律賓工廠的單元線視頻分析
三、并聯式改善
痛點分析:部分企業車間現場員工一個人操作1臺機器,員工等待閑置時間長,不能產生額外效益,導致工資成本高,人均產值效率低下
改善思路:將串行的設備布局或者孤島作業調整為并聯式設備布局,員工一人可以同時操作2臺以上的設備機器,提高人力產出
改善工具:并聯布局以及變化式樣應對規則
案例分析:美的集團車間并聯布局,1人同時操作2臺以上設備
四、流程圖改善
痛點分析:面對車間的復雜交叉物料和人員走動路線,用眼睛觀看很難發現真正的問題所在
改善思路:將物流和人員走動的路線,用流程圖畫出來,分析搬運、等待、檢驗的浪費所在環節,并加以排除改善
改善工具:物流型和人員型流程圖,路線圖
案例分析:某上市公司的流程圖改善,效率提高30%
五、VSM改善
痛點分析:從公司全局角度出發,站在客戶角度分析,并不是所有的部門或者環節都產生了價值,從而導致交期長,往往形成了有苦勞,但是沒有功勞
改善思路:運用價值流分析,找出沒有價值的環節并加以改善
改善工具:VSM價值流圖繪制原理
案例分析:中國中車某公司的價值流分析,縮短生產周期60%
第二講:物流改善的5個典型案例分析
案例一:線邊超市
案例二:搬運改善
案例三:容器改善
案例四:同步化生產
案例五:配送機制(JIT/VMI)
痛點分析:企業的物流主要是內部物料(從倉庫到生產線的環節)和外部物流(從供應商到倉庫),頻繁搬運,庫存積壓嚴重,重復點數和領料作業,物料不配套,導致生產線做做停停,效率損失嚴重
改善思路:
1)實行配送機制,去倉庫化
2)線邊超市設置,高頻率小量配送
3)減少損耗,提高周轉效率
改善工具:配送容器統一設施,超市化配送;JIT和VMI技術導入
案例分析:華為格力的配送改善,場地面積節省60%,庫存周轉率提高1倍
第三講:動作改善5個典型案例分析
案例一:雙手作業
案例二:降低等級
案例三:反射鏡技術
案例四:對稱反向技術
案例五:距離最短原則
痛點分析:員工作業時,雙手配合不好,單手作業很多,頻繁轉身彎腰拿取物料,動作幅度過大,導致一天的時間真正產生價值的不多,屬于典型的動作浪費。直接導致效率低下,人均產出數量低
改善思路:導入“三不”動作原則,研究17項動作要素分析,干掉不產生價值的動作,提高作業效率
改善工具:雙手法,五等級動作降低法,反射鏡技法,動作經濟分析法
案例分析:電子廠員工裝配崗位的雙手和工具協調配合改善,效率提高50%
第四講:瓶頸改善3個典型案例分析
案例一:線平衡技術
案例二:TOC技術
案例三:快速換型技術
痛點分析:企業生產過程中,往往有某一個車間或者工序是瓶頸。不知道如何分析量化這條流水線的好壞。窩工現象嚴重,影響整體生產效率
改善思路:通過ECRS手法,對流水線進行工時平衡調整改善,或者按照TOC改善5步法,將系統的瓶頸工序進行改善,做到產能增加,效率提高,人員減少
改善工具:線平衡分析改善10步法,快速換型6步法,TOC改善5步法
案例分析:東莞某外資企業的流水線改善,效率提高30%,江蘇某注塑廠的快速換模。時間縮短為5分鐘。上海某工廠的TOC改善,整體效率提升45%
第五講:改善文化落地典型案例分析
1. 改善快報制定與定期更新
2. 改善項目匯報與復盤
3. 改善成果分享與推廣
4. 改善文化標語征集與成文
5. 改善效益與考核掛鉤
京公網安備 11011502001314號